�\Մ�p����ĥ�C���ò�ͬ����ĥ��ʽ��ƽ�жȵ�Ӱ�
�l�����ڣ� 2019-05-10 �g�[�˔���
��
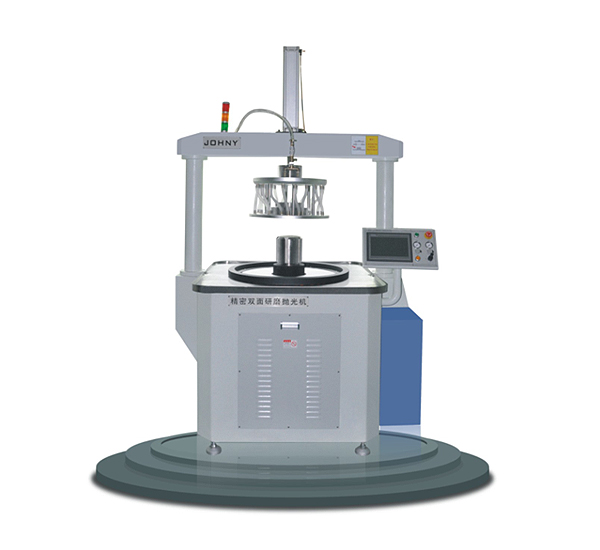
�p����ĥ�C���ЃɷN��ͬ����ĥ��ʽ����һ�N���xɢ��ĥ���ڶ��N���̽Y��ĥ���@�ɷN��ͬ����ĥ��ʽ���Ј����\����V�ģ��̽Y��ĥ�����چ�ƽ����ĥ�����xɢ��ĥ�������pƽ����ĥ�С�����ԭ����ͬ���ɷN��ʽ���ʬF�����ă��ӄݸ�����ͬ�����������澫�ȵ�Ӱ�Ҳ���ڲ��
�xɢ����ĥ�����ɂ���ĥ�P���M�����ĥ��Ȼ�����M����ĥ�����߷քe�в�ͬ����ĥ܉�E��������ĥ��K�����N�\��܉�E�ĽY�ϡ��\��܉�E���^���s�������l���غϣ������S���r�g�����ӣ������ăɂ���ƽ��ƽ�ж�����������K���_���dz��ߵ�ƽ�жȡ�
�������ԣ��ڹ̽Y��ĥ�У���ĥ�C�ϵ�ĥ�P��ĥƬ�����mȻ���������^�ߵ�ƽ�жȣ��������ڹ�����ճ�N��ĥ�P�ϵģ�ճ�N����һ���ĺ�Ⱥ��`��@��һ���̶�Ӱ푹�����ƽ�жȡ����ң��̽Y��ĥ����ĥ܉�E��ĥ�P�����ɷN�\��܉�E�ĽY�ϣ�������ȵľ��ٶȴ��ڃȂȾ��ٶȣ������ĥ���ȃȂ���ĥ��Ҫ���S���r�g�����ӣ��������¹��������ݣ����Թ�����ƽ�ж��`������Ҳ�^��
����͑��Ĺ�����ƽ�ж�Ҫ����^�ߵ���r�£����h�����p����ĥ�C�������������xɢ����ĥ��ʽ��ĥ����͑�ƽ�жȟoҪ�t���x��̽Y����ĥ��ʽ�M����ĥ��


 �Ź���̖
�Ź���̖